Narzędzia skrawające
Narzędzia skrawające
 Oprzyrządowanie maszyn
Oprzyrządowanie maszyn
 Narzędzia pomiarowe
Narzędzia pomiarowe
 Płytki wieloostrzowe
Płytki wieloostrzowe
 Elementy ustalające i mocujące
Elementy ustalające i mocujące

 Toczenie zewnętrzne
Toczenie zewnętrzne
 Toczenie wewnętrzne
Toczenie wewnętrzne
 Rowki i przecinanie
Rowki i przecinanie
 Wiercenie
Wiercenie
 Gwintowanie
Gwintowanie
 Frezowanie
Frezowanie
 Dłutowanie
Dłutowanie
 Capto System
Capto System
 Suwmiarki VIS
Suwmiarki VIS
 Płytki Tokarskie
Płytki Tokarskie
 Płytki Frezarskie
Płytki Frezarskie
 Płytki do Wierteł Składanych
Płytki do Wierteł Składanych
 Płytki do Gwintów
Płytki do Gwintów
 Płytki do Przecinania
Płytki do Przecinania
 Płytki do Dłutowania
Płytki do Dłutowania

 Dasqua
Dasqua
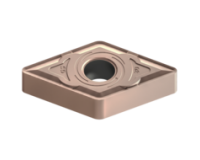
LFMX 2R-N435 Typ Baildonit





Darmowa dostawa

Gwarantowany zwrot w ciągu 14 dni

Gwarancja jakości

Polityka bezpieczeństwa
Płytka Typu Baildonit
Cena dotyczy 10 sztuk
Dobór parametrów skrawania dla określonej operacji uzależniony jest głównie od rodzaju obrabianego materiału, rodzaju obróbki, narzędzia, typowymiaru płytki oraz rodzaju i stanu obrabiarki.
Znajomość materiału obrabianego i jego własności, ma duże znaczenie w doborze optymalnych parametrów skrawania i gatunku węglika spiekanego. Przy występującej olbrzymiej ilości materiałów obrabianych podanie dokładnych parametrów skrawania dla każdego z nich jest niemożliwe. W związku z tym wszelkiego rodzaju zalecenia obejmujące parametry skrawania mogą mieć jedynie charakter wstępnych informacji, które wymagają każdorazowo dopasowania do konkretnej operacji.
Należy pamiętać, że w celu uzyskania najkorzystniejszego okresu trwałości ostrza, zachowując zadaną wydajność skrawania, dokonuje się doboru parametrów skrawania w kolejności odwrotnej do ich wpływu na intensywność zużycia ostrza.
❑ Jeżeli przedmiot obrabiany ma tendencję do wibracji, promień naroża należy zmienić na mniejszy.
❑ płytki z ujemnym kątem natarcia w większości przypadków nadają się do obróbki zgrubnej
❑ zapotrzebowanie mocy dla płytek z ujemnym kątem natarcia jest o około 10–15% wyższe niż w przypadku płytek z kątem dodatnim
❑ przyjmuje się ogólną zasadą, aby maksymalna wielkość posuwu nie przekracza 2/3 promienia zaokrąglenia naroża płytki
❑ głębokość skrawania dobiera się tak, aby w systemie P mocowania płytki nie przekroczyć 0,5 długości krawędzi skrawającej, w systemie C 0,7, a w systemie S 0,25 ÷ 0,5
❑ jakość powierzchni obrobionej zależy głównie od posuwu i promienia zaokrąglenia naroża (przy założeniu, że zamocowany przedmiot jest stabilny, braku drgań, a obrabiarka jest w należytym stanie)
❑ w miarę wzrostu szerokości wyprasowanego łamacza wióra wzrasta zakres posuwów, przy których uzyskuje się łamanie wiórów.
❑ wraz ze wzrostem głębokości i prędkości skrawania wzrasta zapotrzebowanie na moc obrabiarki
Parametry podane w tabelach wymagają każdorazowo sprawdzenia przez technologa w zakładzie oraz dopasowania do konkretnego stanowiska.
Darmowa dostawa
Gwarantowany zwrot w ciągu 14 dni
Gwarancja jakości
Polityka bezpieczeństwa