 Narzędzia skrawające
Narzędzia skrawające
 Oprzyrządowanie maszyn
Oprzyrządowanie maszyn
 Narzędzia pomiarowe
Narzędzia pomiarowe
 Płytki wieloostrzowe
Płytki wieloostrzowe
 Elementy ustalające i mocujące
Elementy ustalające i mocujące

 Toczenie zewnętrzne
Toczenie zewnętrzne
 Toczenie wewnętrzne
Toczenie wewnętrzne
 Rowki i przecinanie
Rowki i przecinanie
 Wiercenie
Wiercenie
 Gwintowanie
Gwintowanie
 Frezowanie
Frezowanie
 Dłutowanie
Dłutowanie
 Capto System
Capto System
 Suwmiarki VIS
Suwmiarki VIS
 Płytki Tokarskie
Płytki Tokarskie
 Płytki Frezarskie
Płytki Frezarskie
 Płytki do Wierteł Składanych
Płytki do Wierteł Składanych
 Płytki do Gwintów
Płytki do Gwintów
 Płytki do Przecinania
Płytki do Przecinania
 Płytki do Dłutowania
Płytki do Dłutowania

 Dasqua
Dasqua
 Klasyfikacja noży tokarskich HSS oraz z płytką lutowaną - Kompletny poradnik
Klasyfikacja noży tokarskich HSS oraz z płytką lutowaną - Kompletny poradnik
 Symbole na płytkach tokarskich – Jak czytać oznaczenia ISO?
Symbole na płytkach tokarskich – Jak czytać oznaczenia ISO?
 TECH-MET film
TECH-MET film
 Nowości i Zapowiedzi AKKO
Nowości i Zapowiedzi AKKO
 Jak prawidłowo wykonać toczenie
Jak prawidłowo wykonać toczenie





Dlaczego system ISO 1832 płytki tokarskiej jest ważny?
Standard ISO 1832 to międzynarodowy język techniczny. Dzięki niemu, kupując płytkę wieloostrzową dowolnego producenta – czy to Sandvik Coromant, Iscar, czy Seco tools – masz pewność, że będzie ona pasować do Twojego noża tokarskiego.
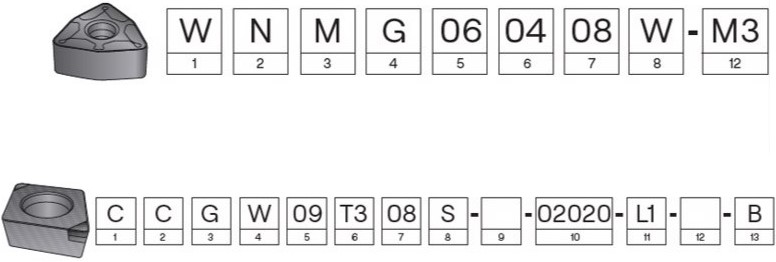
Oznaczenia płytek tokarskich ISO – Jak czytać symbole i kody?
Oznaczenie składa się zazwyczaj z 4 liter i 6 lub 7 cyfr. Każda pozycja ma kluczowe znaczenie.
1. Kształt płytki tokarskiej
To parametr decydujący o wytrzymałości ostrza i możliwościach manewrowania:

- A - Równoległobok (85°) - Specjalistyczne zastosowania, rzadziej spotykana.
- B - Równoległobok (82°) - Wykorzystywana w specyficznych operacjach profilowania.
- C - Romb (80°) - Najbardziej uniwersalna. Duża wytrzymałość ostrza, idealna do obróbki zgrubnej i średniej.
- D - Romb (55°) - Przeznaczona do profilowania i kopiowania. Pozwala na łatwiejszy dostęp do detalu.
- E - Romb (75°) - Kształt pośredni, zapewniający stabilność przy specyficznych kątach przystawienia.
- K - Równoległobok (55°) - Stosowana w oprawkach o specyficznej geometrii.
- L - Prostokąt (90°)- Głównie stosowana w operacjach przecinania lub planowania.
- M - Romb (86°) - Zapewnia wysoką sztywność krawędzi skrawającej.
- R - Okrągła - Najwyższa wytrzymałość krawędzi. Idealna do ciężkiej obróbki i materiałów trudnoskrawalnych.
- S - Kwadrat (90°) - Bardzo mocna płytka z czterema krawędziami tnącymi. Głównie do obróbki zgrubnej.
- T - Trójkąt (60°) - Ekonomiczna (3 krawędzie). Powszechnie stosowana w toczeniu zewnętrznym i wewnętrznym.
- V - Romb (35°) - Bardzo smukła, do zaawansowanego kopiowania i detali o skomplikowanych kształtach.
- W - Trigon (80°) - Posiada trzy krawędzie tnące o kącie 80°. Łączy ekonomię trójkąta z wytrzymałością płytki C.
2. Kąt przyłożenia płytki tokarskiej
Kąt przyłożenia to kąt między powierzchnią przyłożenia płytki tokarskiej a płaszczyzną prostopadłą do podstawy. Wybór odpowiedniego symbolu zależy od rodzaju obróbki i sztywności maszyny:
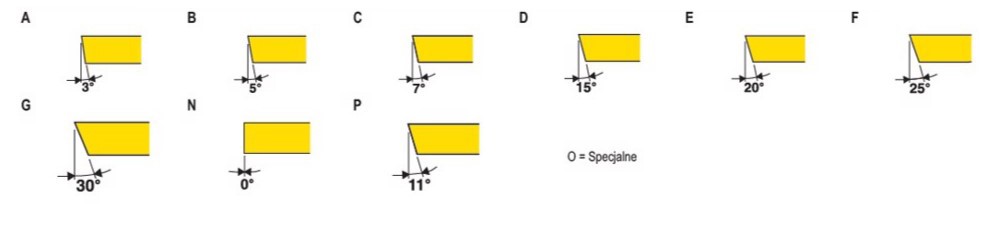
Płytki wieloostrzowe negatywne (Symbol N)
N (0°): To najpopularniejsza płytka tzw. negatywna. Nie posiada ona fabrycznego kąta przyłożenia (ściana boczna jest prosta). Dzięki temu płytka jest dwustronna – po zużyciu wszystkich krawędzi na jednej stronie, możesz ją obrócić i używać dalej. Wymaga jednak specjalnych oprawek, które ustawiają płytkę pod kątem, aby uzyskać prześwit roboczy. Idealna do ciężkiej obróbki zgrubnej.
Płytki pozytywne
Płytki pozytywne mają fabrycznie ściętą krawędź, co zmniejsza siły skrawania. Są one jednostronne.
C (7°): Bardzo uniwersalny kąt dla płytek pozytywnych. Zapewnia dobry kompromis między wytrzymałością ostrza a gładkością pracy.
P (11°): Wysoki kąt pozytywny. Stosowany przy obróbce wykańczającej, toczeniu miękkich materiałów (jak aluminium) oraz na maszynach o mniejszej mocy i sztywności.
D (15°): Bardzo duży kąt przyłożenia, stosowany tam, gdzie tarcie o detal musi być zminimalizowane do zera.
Pozostałe symbole ze schematu ISO
Warto znać również rzadsze oznaczenia, które precyzyjnie definiują geometrię narzędzia:
A (3°), B (5°) oraz E (20°) i F (25°): To kąty specjalistyczne, dobierane do niestandardowych operacji tokarskich, gdzie wymagana jest konkretna charakterystyka zagłębiania się w materiał.
G (30°): Bardzo ostry kąt przyłożenia, używany w specyficznych narzędziach do bardzo lekkich operacji.
O (Specjalne): Oznacza płytkę o parametrach niestandardowych, wykonaną na specjalne zamówienie lub według unikalnej technologii producenta.
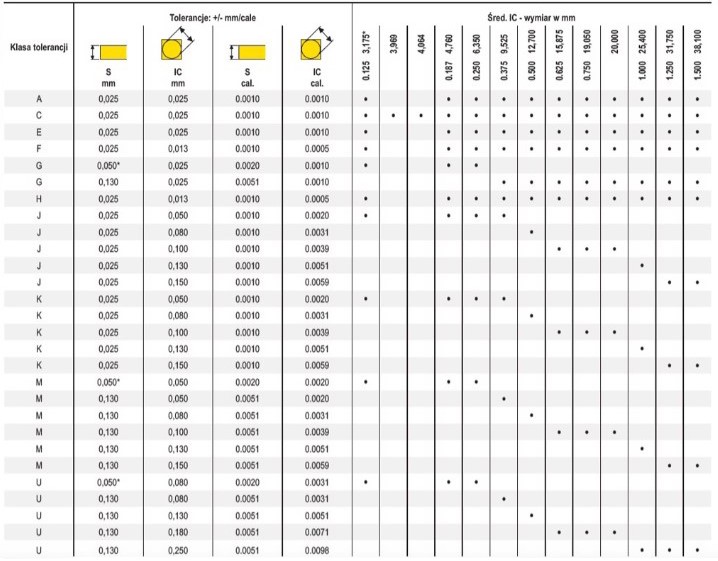
3. Tabela Klasy tolerancji płytek tokarskich
Określa precyzję wymiarową płytki. Najczęściej spotkasz literę M (produkcja seryjna) oraz G (szlifowane, bardzo precyzyjne do wykańczania).
4. Mocowanie lub łamacz wióra płytki tokarskiej

Symbole płytek tokarskich z otworem mocującym
- Litera G : To najczęściej spotykany typ w przemyśle (np. w popularnych płytkach CNMG). Oznacza płytkę z otworem cylindrycznym oraz dwustronnym łamaczem wióra. Jest to rozwiązanie uniwersalne, pozwalające na wykorzystanie obu stron płytki.
- Litery M oraz U : Podobnie jak G, posiadają otwór i łamacze wióra, jednak różnią się profilem samego łamacza. Litera M często oznacza łamacz jednostronny ze specjalnym wyprofilowaniem, a U to typowy łamacz dwustronny o specyficznej geometrii, często stosowany w obróbce zgrubnej.
- Litery A oraz W : Oznaczają płytki z otworem, ale bez łamacza wióra. Są to tzw. płytki "płaskie". Stosuje się je rzadziej, głównie w specyficznych operacjach lub gdy geometria łamacza jest szlifowana indywidualnie pod dany proces.
- Litery B oraz T : Wskazują na płytki z otworem i jednostronnym łamaczem wióra. Różnią się sposobem fazowania otworu (np. pod śrubę z łbem stożkowym), co jest kluczowe przy doborze odpowiedniego noża (oprawki).
Symbole płytek tokarskich bez otworu (Pełne)
- Płytki wieloostrzowe bez otworu są mocowane za pomocą docisku od góry (tzw. łapa). Często stosuje się je w starszych typach noży lub przy bardzo ciężkich pracach zdziernych.
- Litera N: Oznacza płytkę bez otworu i bez łamacza wióra. Jest to jednolity blok węglika, niezwykle wytrzymały, ale wymagający dużej precyzji w ustawianiu parametrów, by wiór łamał się naturalnie.
- Litera R: To płytka bez otworu, ale wyposażona w jednostronny łamacz wióra. Łączy w sobie wytrzymałość pełnej płytki z łatwiejszą kontrolą wióra podczas pracy.
- Na wielu schematach pojawia się symbol X = Specjalne. Jest to oznaczenie dla płytek, których konstrukcja nie mieści się w standardowych ramach ISO. Może to być unikalny system mocowania opatentowany przez producenta lub specyficzna geometria łamacza dedykowana pod bardzo wąską grupę materiałów.
5. Długość krawędzi płytki tokarskiej

Litera "L" pod symbolami wyznacza właśnie długość krawędzi. Dla przykładu WNMG 06, to 06 oznacza 6 mm długości boku tej płytki.
6. grubość płytki tokarskiej

Jak odczytać kod grubości (S)?
Zgodnie z normą ISO 1832, grubość płytki jest zakodowana w formie dwucyfrowej.
Najpopularniejsze kody grubości (w mm):
- 01: 1,59 mm – bardzo cienkie płytki do precyzyjnej, lekkiej obróbki.
- 02: 2,38 mm – stosowane w mniejszych nożach tokarskich.
- 03: 3,18 mm – popularny rozmiar dla płytek o mniejszych gabarytach (np. DCMT 07).
- 04: 4,76 mm – najczęściej spotykany standard . Zapewnia doskonałą stabilność.
- 06: 6,35 mm – grube, solidne płytki do ciężkiego zdzierania.
- 09: 9,52 mm – potężne płytki do najcięższych zadań przemysłowych.
Co oznaczają symbole T1 i T3?
Czasami zamiast dwóch cyfr pojawia się litera T. Jest to oznaczenie specyficznych grubości, które wynikają z przeliczeń calowych stosowanych przez niektórych producentów:
T1: 1,98 mm (0.078 cala).
T3: 3,97 mm (0.156 cala).
7. Kształt naroża płytki WNMG
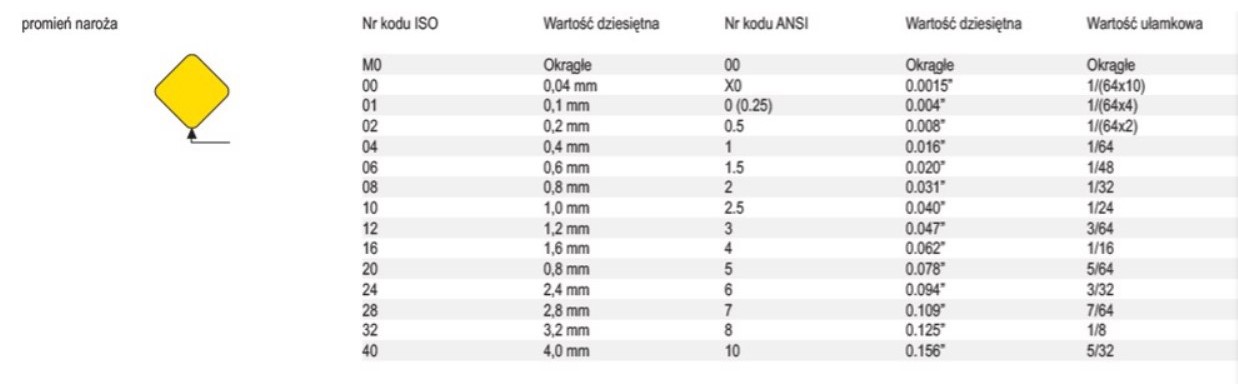
Jak czytać kod ISO dla promienia naroża?
Zgodnie z normą ISO 1832, promień naroża podawany jest w dziesiątych częściach milimetra. Oto co oznaczają najpopularniejsze kody :
- Kod 00: Oznacza płytkę o bardzo ostrym narożu (ok. 0,04 mm). Stosowana tam, gdzie wymagane są ostre przejścia i minimalne siły skrawania.
- Kod 02 (0,2 mm): Płytka do bardzo precyzyjnej obróbki wykańczającej drobnych detali.
- Kod 04 (0,4 mm): Najpopularniejszy wybór do obróbki wykańczającej. Zapewnia doskonałą gładkość powierzchni przy małych posuwach.
- Kod 08 (0,8 mm): Złoty środek i najbardziej uniwersalny promień. Idealny do obróbki średniej i zgrubnej. Zapewnia dużą wytrzymałość ostrza.
- Kod 12 (1,2 mm): Płytka do ciężkiego zdzierania. Większy promień pozwala na pracę z dużymi posuwami bez ryzyka pęknięcia naroża.
- Kody 16–40 (1,6 do 4,0 mm): Specjalistyczne płytki do bardzo ciężkich prac oraz do materiałów trudnoskrawalnych, gdzie wymagana jest maksymalna odporność na wysoką temperaturę i nacisk.
8. Kształt krawędzi/ostrza płytki tokarskiej WNMG

Symbol F – Krawędź ostra
- Krawędź typu F nie posiada żadnego dodatkowego zaokrąglenia ani fazy. Jest idealnie ostra, co minimalizuje opory skrawania.
- Najlepiej sprawdza się przy obróbce wykańczającej, toczeniu materiałów miękkich, ciągliwych i tam gdzie wymagany jest bardzo mały nacisk na detal.
- Uwaga: Jest to krawędź najbardziej podatna na wykruszenia przy dużych obciążeniach.
Symbol E – Krawędź zaokrąglona
- W tym przypadku krawędź tnąca została poddana mikro-zaokrągleniu. Jest to standard w większości płytek do obróbki ogólnej.
- Zaokrąglenie wzmacnia krawędź, zapobiegając mikropęknięciom, a jednocześnie pozwala na zachowanie dobrej jakości powierzchni.
Symbol T – Krawędź z fazą
- Krawędź typu T posiada celowo wykonane, małe ścięcie (fazę) pod kątem. Dzięki temu siły skrawania nie uderzają bezpośrednio w sam szczyt ostrza, lecz rozkładają się na większej powierzchni.
- Niezbędna przy ciężkiej obróbce zgrubnej, toczeniu z przerywanym skrawaniem (np. wałki z rowkami) oraz przy obróbce stali hartowanej.
- Zaleta: Ekstremalna odporność na pękanie i zużycie kraterowe.
Symbol S – Krawędź z fazą i zaokrągleniem
- To najbardziej zaawansowane przygotowanie ostrza. Łączy w sobie zalety fazy (wytrzymałość) i zaokrąglenia (płynność pracy).
- Sprawdzi się w najtrudniejszych warunkach warsztatowych, przy obróbce materiałów trudnoskrawalnych (inconel, tytan) oraz przy bardzo wysokich parametrach skrawania. Jest to krawędź praktycznie niezniszczalna przy prawidłowym doborze posuwu.
Dodatkowy symbol W – Płytki Wiper (Duże posuwy)
Symbol (W) oznacza technologię dogładzającą.
- Płytka posiada specjalnie zaprojektowaną geometrię naroża, która „wygładza” ślady po nożu podczas toczenia.
- Pozwala na stosowanie dużych posuwów (nawet dwukrotnie większych niż standardowo), zachowując przy tym jakość powierzchni jak po precyzyjnym wykańczaniu.
9. Wersja (kierunek skrawania)

- L - kierunek skrawania w lewo
- N - kierunek skrawania neutralny symetrycznie względem osi
- R - kierunek skrawania w prawo
10. Oznaczenie łamacza wióra
Grupy materiałowe ISO P, M, K, N, S, H – Jak dobrać płytkę tokarską do materiału?
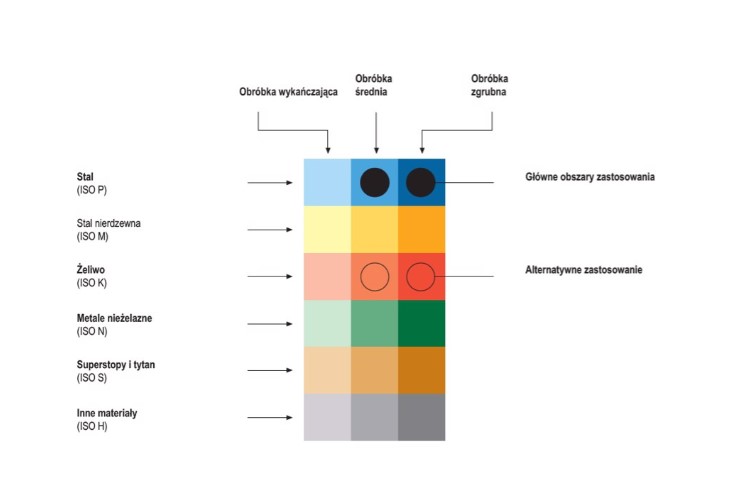
P (Niebieski): Stale węglowe i stopowe.
M (Żółty): Stale nierdzewne (Inox).
K (Czerwony): Żeliwa.
N (Zielony): Aluminium i metale nieżelazne.
S (Pomarańczowy): Superstopy i tytan.
H (Szary): Materiały hartowane.